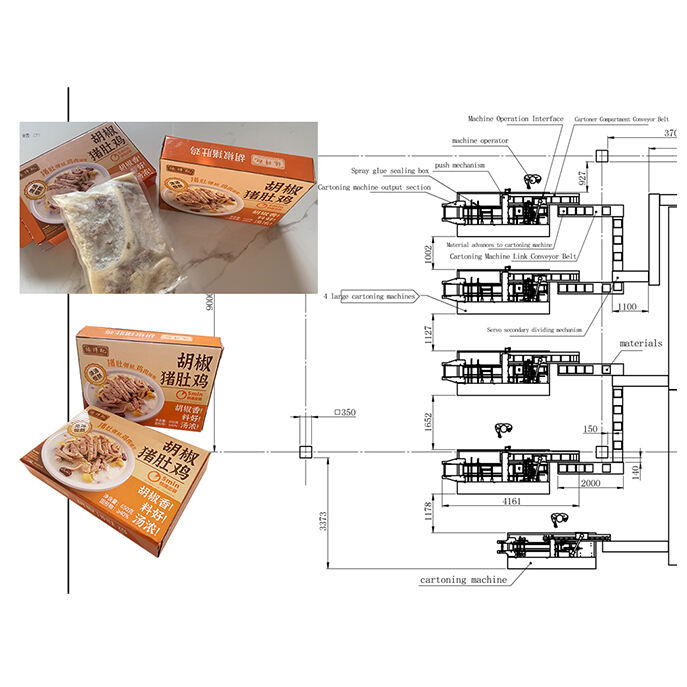
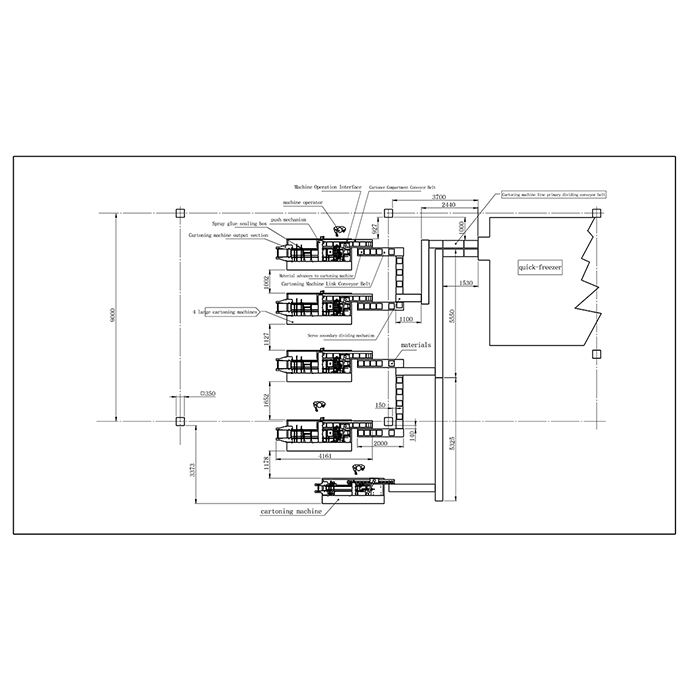
Გაყინვის მაशინის მუშაობის გარემო - საკვების კარტონირების მაშინა - თერმოშრინკაბლური გადასახანი მაშინა - გადასახანი მაშინა
1. სწრაფად გაითხრავენ პროდუქტები გამოვიდნენ კარტონაჟის ხაზის შემდეგ ტრანსპორტერის ტასში ორ რიგში, და ერთ-ერთი მასალა გადაიტანენ ორ ტრანსპორტერზე შემდეგ კლასტრიფიცია; მასალა გამოვიდნენ საჭირო პოზიციაზე ორ ჯგუფში, რათა დასრულონ პირველი მასალის განაწილება.
2. მასალები, რომლებიც ერთხელ განსხვავდება, გადაიტანენ ორ გზით სერვო მეორე განაწილების მექანიზმის მიერ კარტონაჟის ორი მაशინის შემდეგ პოზიციაზე.
3. კარტონის მანქანა ავტომატურად გადაანიჭებს მასალებს კარტონის მანქანის ტრანსპორტირების კომპარტმენტში. როცა ფოტოელექტრონული დეტექტორი მასალების განახლებას დაგეგმა, კარტონის მანქანის PLC კონტროლური სისტემა გამოაქვს კარტონის ბრძანებას. კარტონის მუშაობის დროს, კარტონის მანქანა ასევე დეტექტორებს კარტონებს, რათა არ წარმოიქმნას კარტონის დანარჩენი ან კარტონის არა გახსნა, და როცა კარტონი არ არის გახსნილი ან არ არის საკმარისი რაოდენობის კარტონი, მანქანა გაჩერებულია და გამოაქვს გაფრთხილებას. მასალები და კარტონები ერთდროულად მიღებულია ნაწილებში, რომლებიც ნაწილებში მასალები ჩანიჭებს კარტონში; ნაწილების ნაწილი აქვს უსაფრთხო დაცვის ფუნქცია. როცა ნაწილები ჩანიჭება, მანქანა გაჩერდება. მასალების გათევზე კარტონი დახურდება რიგოროს მოქმედებებით, როგორიცაა პატარა ენების გამოყენება, კლეის გასprüევა და კარტონის დახურვა, და შემდეგ დასრულებული პროდუქცია გამოიტანება.
Შენიშვნა: წარმოების ხაზი მუშაობს მუდმივ სიჩქარეზე 15~40 ყუთ/წუთი, და წარმოების ხაზის კავშირის რეჟიმი შეიცვლება გამომწ Gaussian ასევე შესაბამისად კლიენტის ფაქტიურ სიტუაციის.