equipos de embalaje en la industria farmacéutica
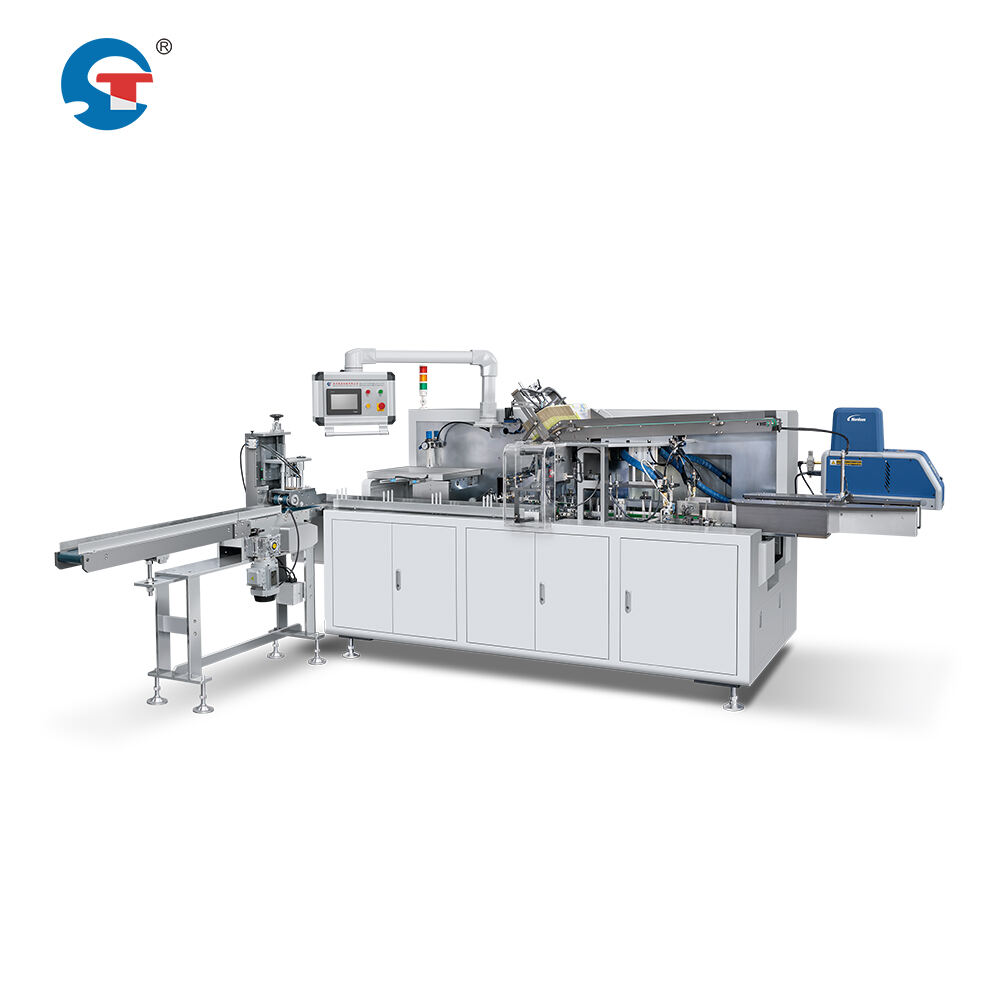
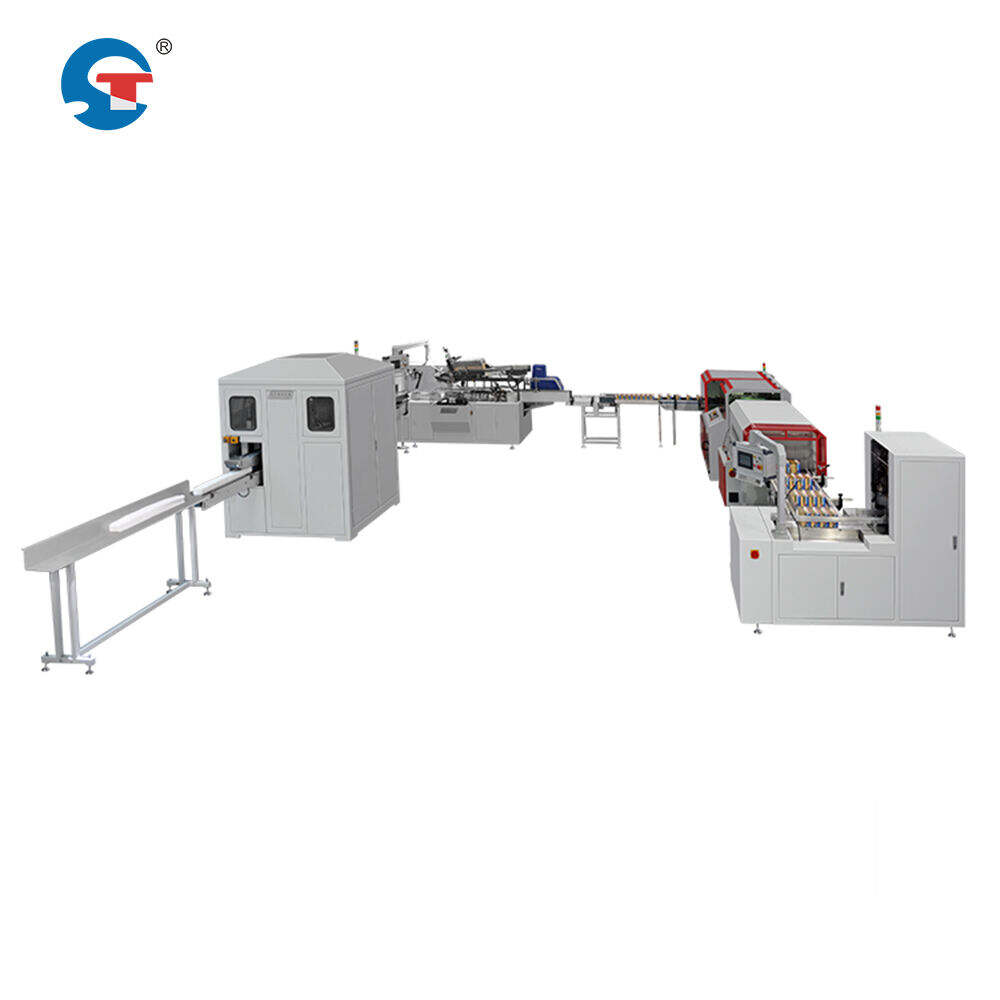
El equipo de envasado farmacéutico representa un componente crucial en el proceso moderno de fabricación farmacéutica, abarcando una diversa gama de maquinaria diseñada para garantizar el envasado seguro, preciso y eficiente de productos médicos. Estos sistemas integran tecnologías avanzadas de automatización con ingeniería precisa para manejar varios formatos de envasado, incluyendo blísteres, botellas, tubos y sobres. El equipo realiza múltiples funciones esenciales, desde el envasado primario que contiene directamente el producto hasta el envasado secundario destinado a la distribución y almacenamiento. El equipo farmacéutico moderno incorpora características de última generación tales como sistemas automatizados de inspección, monitoreo en tiempo real del control de calidad y cumplimiento de las normas de Buenas Prácticas de Manufactura actuales (cGMP). Estas máquinas están equipadas con sistemas de control sofisticados que garantizan dosificación precisa, conteo exacto y sellado adecuado de los productos farmacéuticos. La tecnología incluye características avanzadas como operaciones controladas por servomotores, sistemas automatizados de limpieza y capacidades integradas de seguimiento para monitoreo de lotes y aseguramiento de la calidad. Las aplicaciones abarcan desde el envasado de formas farmacéuticas sólidas como tabletas y cápsulas hasta el manejo de medicamentos líquidos, polvos y productos estériles. El equipo también facilita el cumplimiento de los requisitos regulatorios mediante sistemas integrados de verificación y capacidades de documentación.