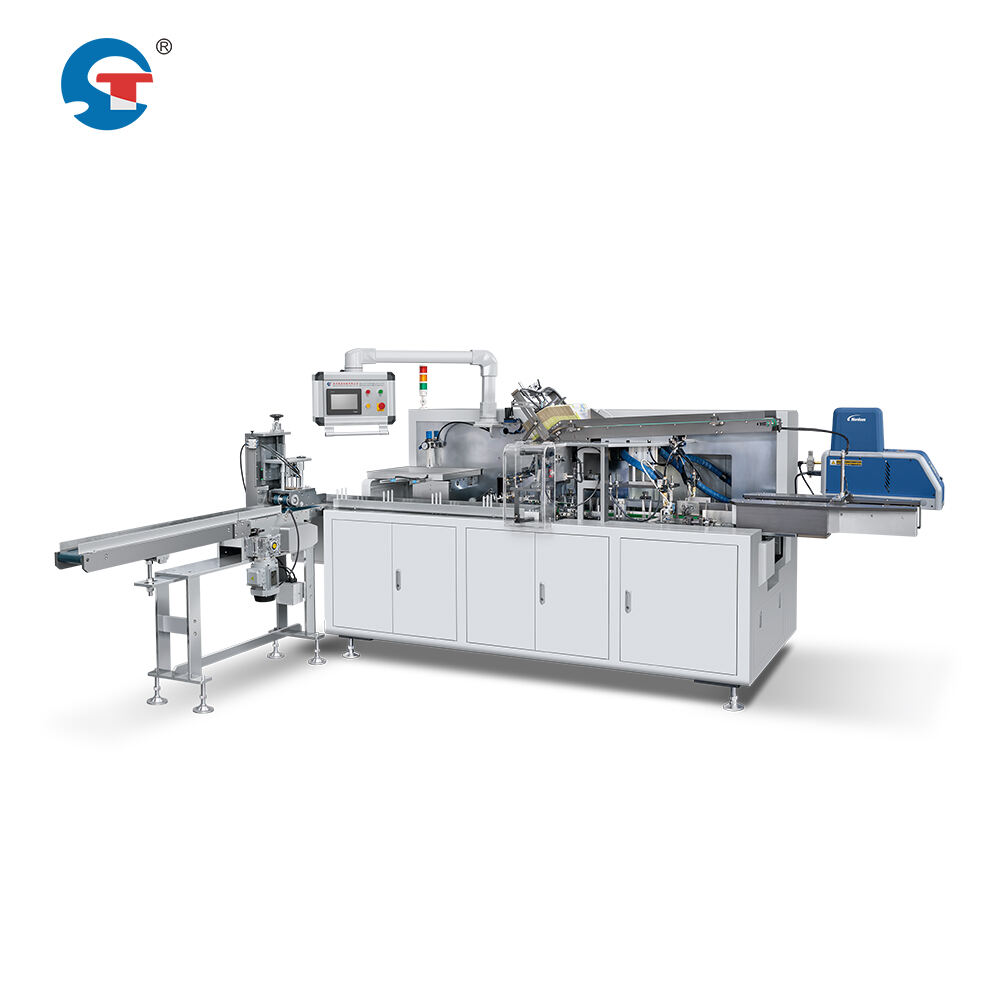
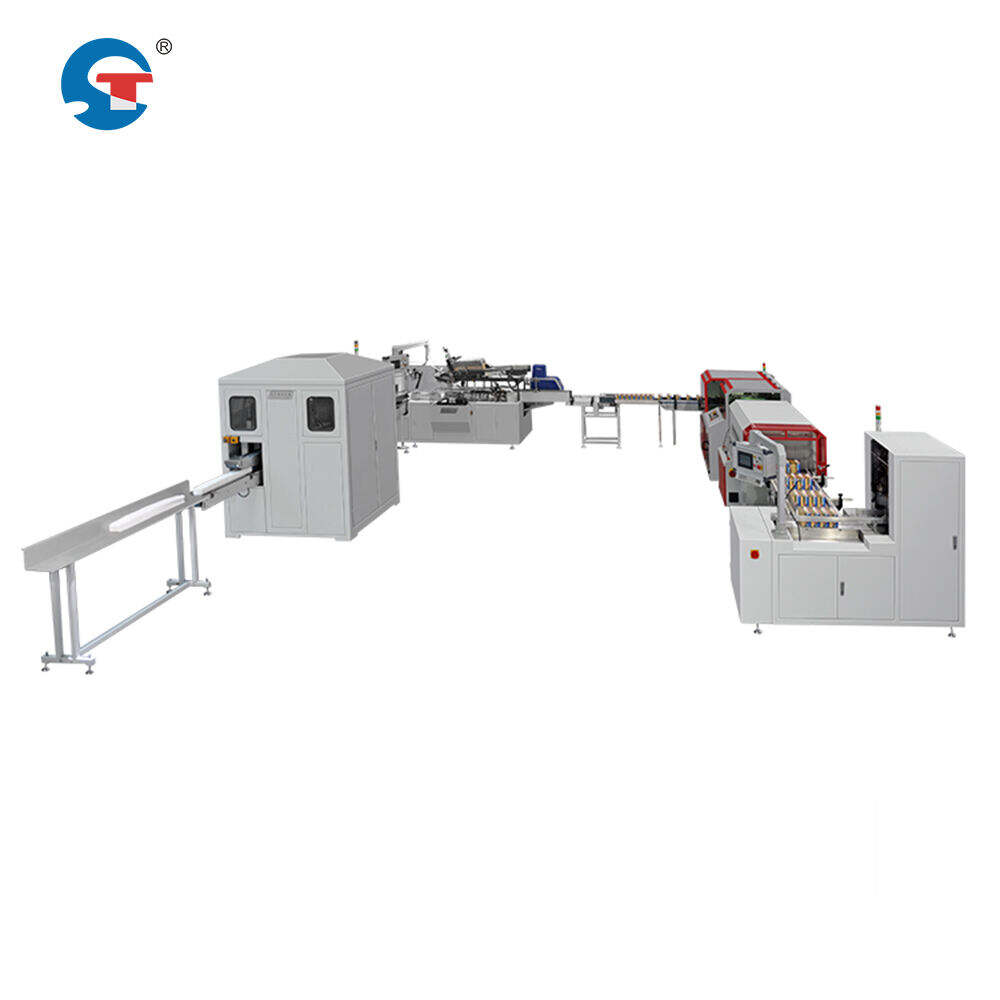
packaging equipment in pharmaceutical industry
Pharmaceutical packaging equipment represents a crucial component in the modern pharmaceutical manufacturing process, encompassing a diverse range of machinery designed to ensure the safe, accurate, and efficient packaging of medical products. These systems integrate advanced automation technologies with precision engineering to handle various packaging formats, including blister packs, bottles, tubes, and sachets. The equipment performs multiple essential functions, from primary packaging that directly contains the product to secondary packaging for distribution and storage. Modern pharmaceutical packaging equipment incorporates state-of-the-art features such as automated inspection systems, real-time quality control monitoring, and compliance with Current Good Manufacturing Practice (cGMP) standards. These machines are equipped with sophisticated control systems that ensure precise dosing, accurate counting, and proper sealing of pharmaceutical products. The technology includes advanced features like servo-controlled operations, automated cleaning systems, and integrated tracking capabilities for batch monitoring and quality assurance. Applications range from packaging solid dosage forms like tablets and capsules to handling liquid medications, powders, and sterile products. The equipment also facilitates compliance with regulatory requirements through built-in verification systems and documentation capabilities.