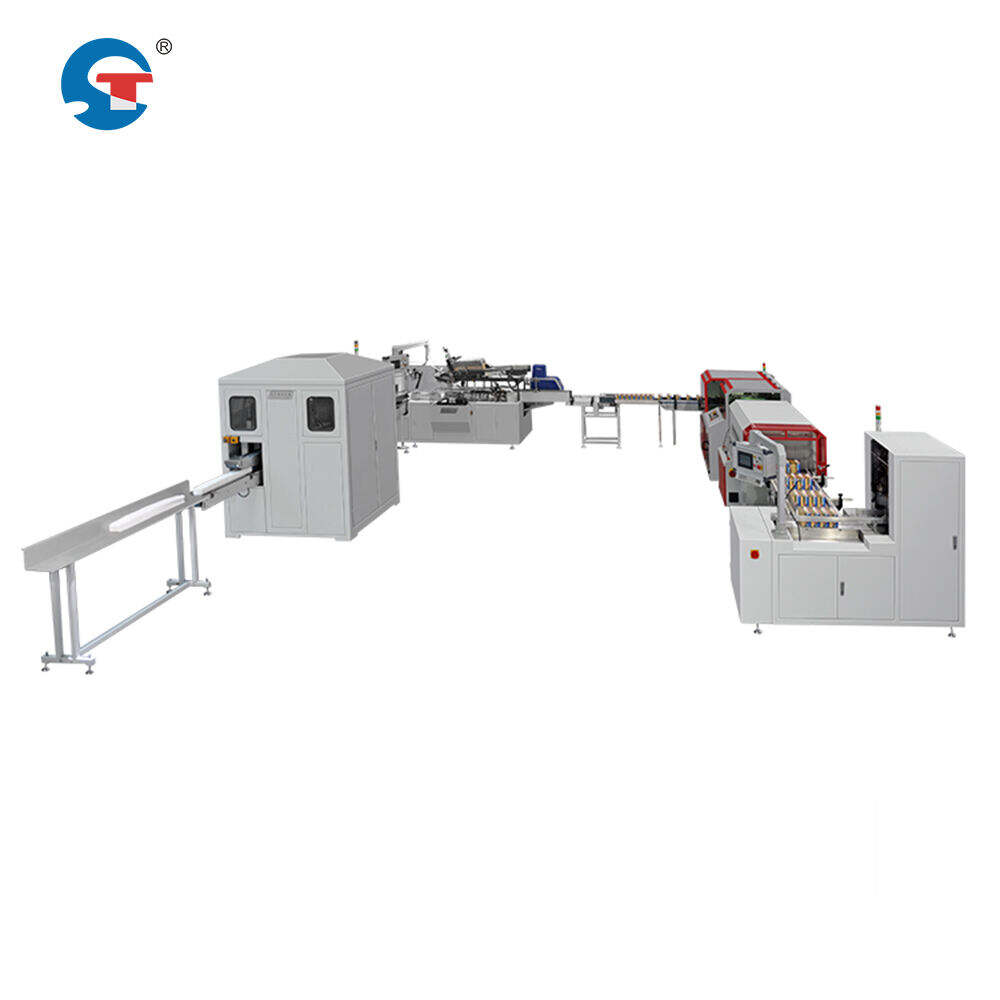
packaging machinery for pharmaceutical
Pharmaceutical packaging machinery represents a crucial component in modern drug manufacturing and distribution processes. These sophisticated systems integrate multiple functions to ensure medications are safely packaged while maintaining their efficacy and integrity. The machinery encompasses various units, including bottle filling systems, blister packaging lines, cartoning equipment, and labeling stations. Each component is designed with precision engineering to handle delicate pharmaceutical products with utmost care. The systems incorporate advanced features such as automated inspection systems, precise dosing mechanisms, and contamination prevention measures. These machines operate under strict GMP guidelines, featuring stainless steel construction, clean-room compatibility, and validated sterilization processes. The technology enables high-speed operation while maintaining accuracy in counting, filling, and sealing operations. Modern pharmaceutical packaging machinery also includes integrated quality control systems that monitor parameters such as weight, seal integrity, and product presence. The machinery's versatility allows it to handle various pharmaceutical forms, including tablets, capsules, liquids, and powders, while providing options for different packaging materials and formats. Advanced control systems with HMI interfaces enable operators to monitor and adjust parameters in real-time, ensuring consistent packaging quality and operational efficiency.