pharma packaging equipment
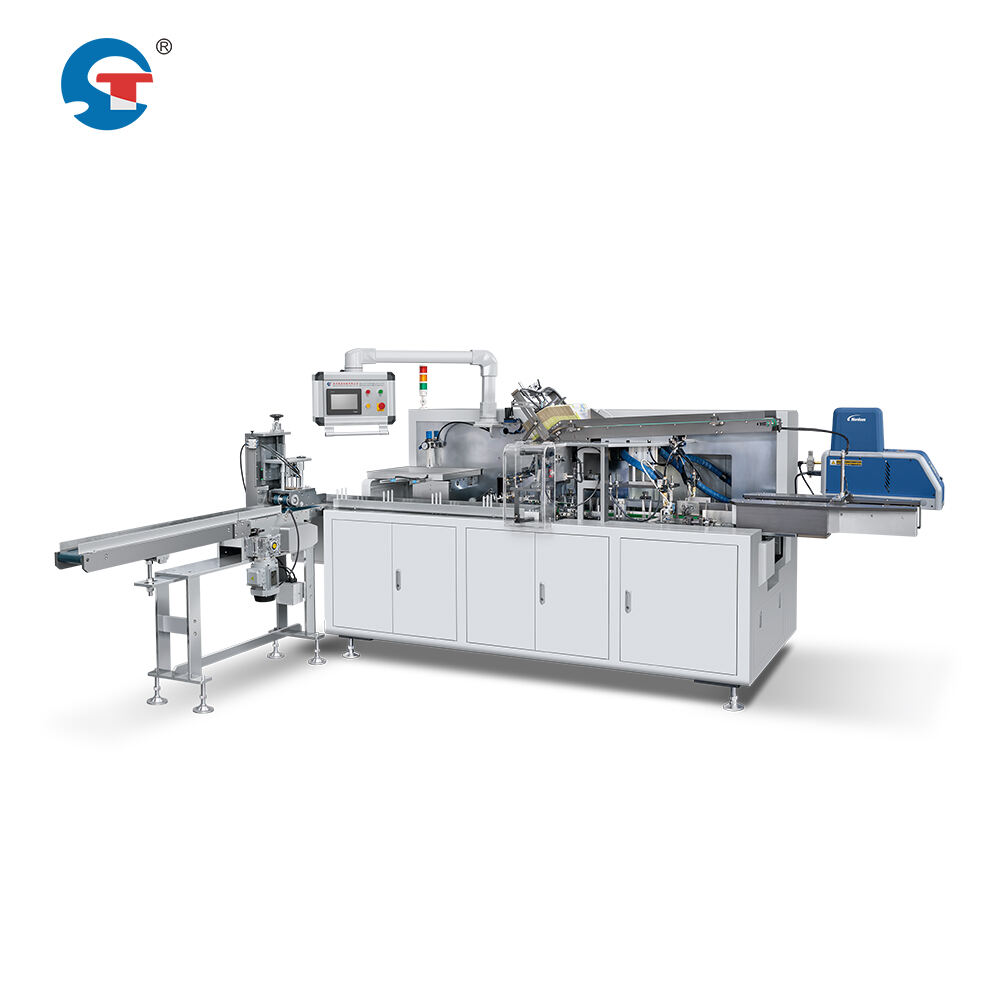
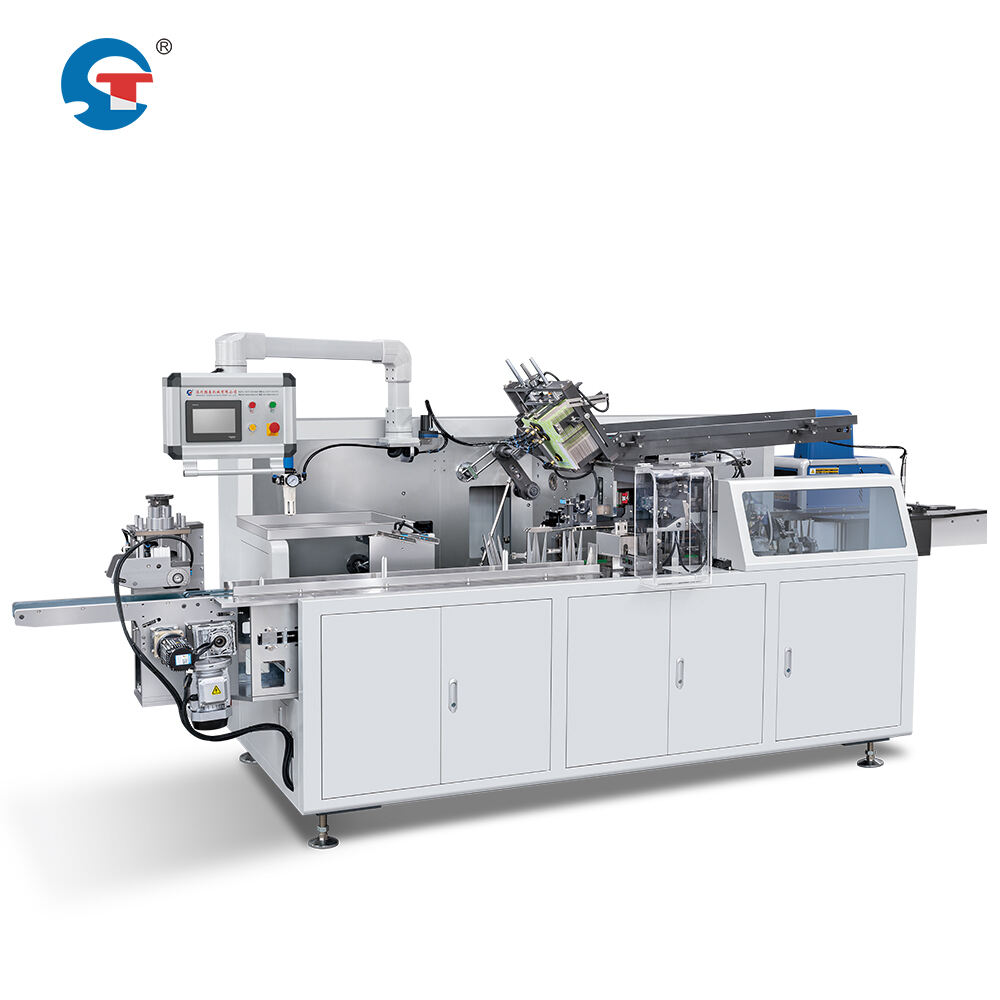
Pharmaceutical packaging equipment represents a crucial component in the modern pharmaceutical manufacturing process, encompassing a diverse range of machinery designed to ensure the safe, efficient, and compliant packaging of medical products. These sophisticated systems integrate multiple functions, including filling, sealing, labeling, and quality control mechanisms. The equipment utilizes advanced automation technology to maintain precise control over the packaging process, ensuring consistent quality and adherence to stringent regulatory requirements. Modern pharma packaging equipment features state-of-the-art sensors and monitoring systems that continuously track various parameters such as temperature, pressure, and seal integrity. These machines are capable of handling different packaging materials and formats, from blister packs and bottles to sachets and ampoules, with remarkable versatility. The equipment incorporates clean-room compatible designs and materials that meet GMP standards, ensuring contamination-free packaging environments. Advanced control systems enable real-time process monitoring and adjustment, while integrated inspection systems verify package integrity and product quality. The equipment's modular design allows for easy maintenance and upgrades, ensuring long-term reliability and adaptability to changing production needs.