pharmaceutical packaging equipment manufacturers
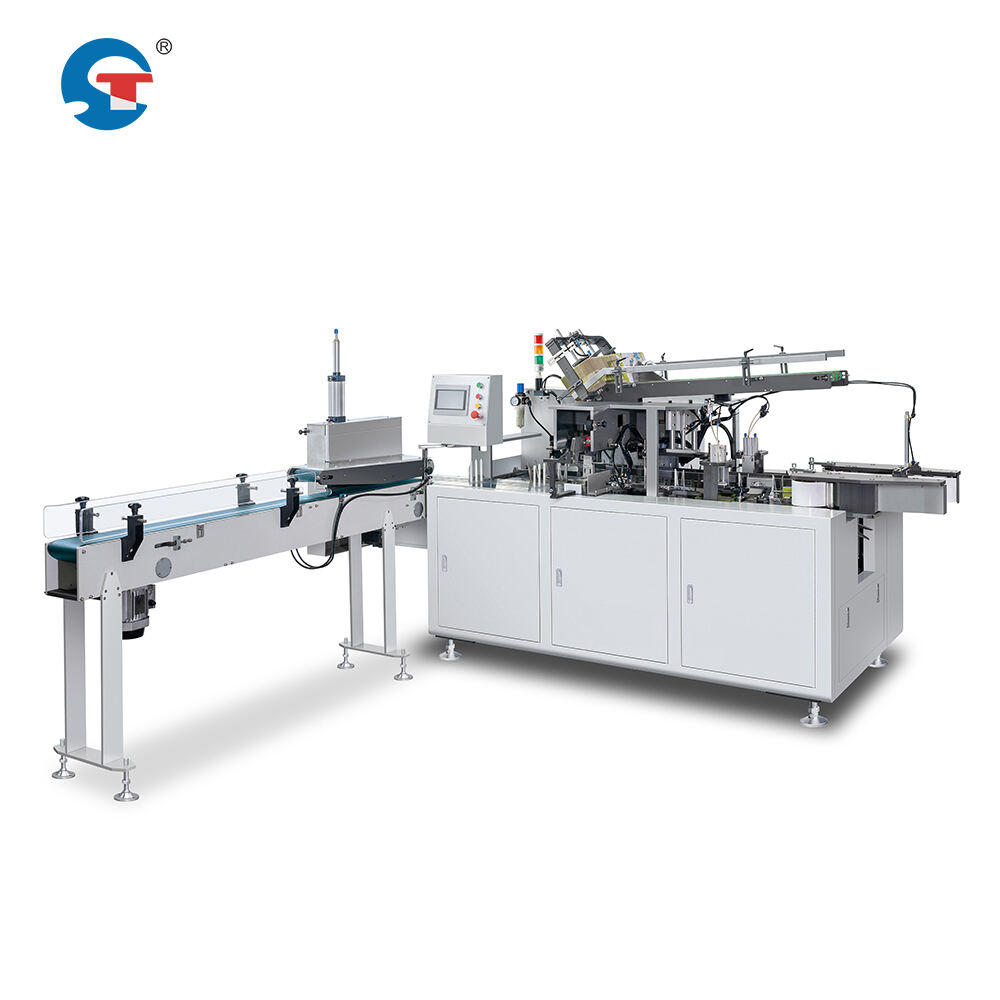
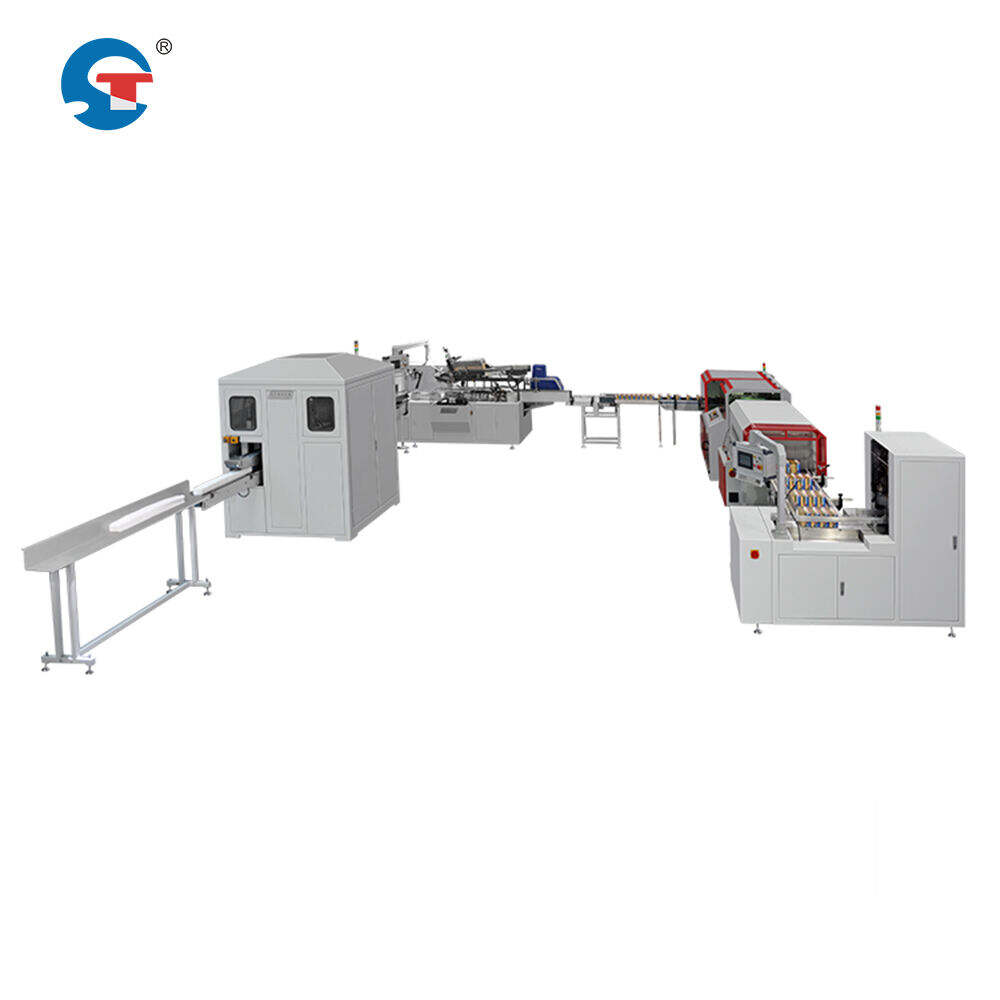
Pharmaceutical packaging equipment manufacturers are specialized entities that design, develop, and produce sophisticated machinery essential for the packaging of pharmaceutical products. These manufacturers create equipment that ensures the safe containment, protection, and delivery of medications while maintaining compliance with stringent regulatory requirements. Their product lines typically include automated filling systems, blister packaging machines, bottle packaging lines, cartoning equipment, and labeling systems. The equipment incorporates advanced technologies such as precision dosing mechanisms, contamination prevention systems, and quality control features that ensure product integrity throughout the packaging process. These manufacturers emphasize Good Manufacturing Practice (GMP) standards, implementing clean room compatibility and validation protocols in their equipment design. The machinery often features modular construction, allowing for customization based on specific pharmaceutical packaging requirements. Modern pharmaceutical packaging equipment incorporates smart technology integration, including IoT capabilities for real-time monitoring, predictive maintenance, and data analytics. These systems are designed to handle various pharmaceutical forms, from solid dosage forms to liquids, ensuring accurate packaging across different product types. The manufacturers also provide comprehensive support services, including installation, training, maintenance, and technical assistance to ensure optimal equipment performance and longevity.